Alodine & Manganese Phosphating
Alodine & Manganese Phosphating
The Complete Guide to Chromate Conversion Coatings Manufacturers usually prevent surface damage and failure in precision machined parts with different measures, such as the alodine finish. The alodine finish or chemical conversion coating improves metal products’ functionality, aesthetic appeal, and other properties. Therefore, it is crucial to understand the alodine finishing process to achieve the best results for machined parts.
This guide provides detailed information on alodine finishing, why it is essential for precision-machined parts, the science behind this finish, and its types. You’ll also learn about the pros and cons of alodine finish and its application. Let’s dive in!

What Is Alodine & Manganese Phosphating
Alodine finishing, also called Chem Film, is a chromate conversion coating that offers corrosion protection in metal parts, especially aluminum alloys. Alodine dissolves in aqueous solutions to form the gel that adheres to the surface of metals.
This surface treatment doesn’t change specific mechanical properties of aluminum, such as its lightweight and strength. Chemical conversion coatings mainly protect the metal surface and enhance the aesthetic appeal of metals.
Manufacturers often use chemical conversion coating because it serves as a base for painting and priming when painting over metal substrates such as aluminum. Moreover, it is suitable for preserving the conductivity of metal parts.
Why Alodine Finish Is Essential For Precision-Machined Parts
Precision-machined parts have a wide range of applications in different industries. Below are reasons why manufacturers employ alodine finish in precision machined parts:
Enhancing Corrosion Resistance
Most precision-machined parts are made from steel, titanium, aluminum, or copper, vulnerable to corrosion upon exposure to salt water, chemicals, or harsh conditions. Chemical conversion coatings protect the base material of precision machined parts from corrosive substances, ensuring their prolonged lifespan and functionality.

Promoting Paint and Primer Adhesion
Alodine coatings provide a chemically bonded base, allowing better paint and primer adhesion when painting over the surface of precision CNC machining parts. This helps to improve the aesthetics, customization, or further corrosion protection. More importantly, these chromate conversion coatings protect aluminum alloys from complications like chipping or flaking in machined parts.
Electrical Conductivity Benefits
You can tailor alodine finishes to meet the requirements of your precision machined parts if they must maintain certain electrical conductivity properties. Alodine finishes uniquely balance corrosion resistance, aesthetic appeal, and electrical conductivity levels in precision parts.
The Science Behind Alodine Coating
The science behind alodine coating lies in the electrochemical reaction of chromate solution. The metal reacts with the hydroxide ions and trivalent chromium, forming a chromium oxide layer on the metal surfaces. Nevertheless, understanding the chemical composition of alodine coating helps to understand the process better.
The chemical bath that forms the chromate conversion coating comprises chromium compounds comprising tetrafluoroborate, sodium fluoride, chromic anhydride, etc. Moreover, adding other chemicals to the solution can impact the surface finish. However, suitable alternatives to immersion include dipping, spraying, and brushing.
The metal part stays in the chemical bath till a chem film with the desired thickness forms on the metal surface. However, the alodine coating film is thinner than the anodizing layer. This alodine layer is a complex metal-chrome molecule layer that later develops into a continuous gelatinous coating that prevents the surface from corrosion.

Types Of Alodine Finishes And Their Significance
There are various types of alodine finishes with varying chemical composition and shape. The most commonly used ones are MIL-DTL-5541 Type 1 and Type 2, despite the various chromate conversion coating options. Other types include AMS-2473 and 2474, MIL-C-81706, and AMS-C-5541.
MIL-DTL-5541 Standard (TYPE I)
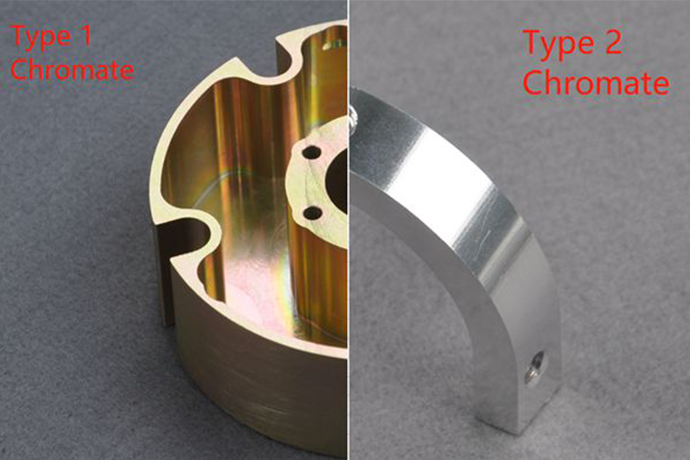
The presence of hexavalent chromium in this type of alodine finish differentiates it from the Type 2 MIL-DTL-5541. Also, it is why it is known as “hex chrome”. This type was the commonly used chromate conversion coating for years before the invention of safer coating types.
However, various legal processing and regulations guide the use of MIL-DTL-5541 Type 1 in some places. This chemical conversion coating usually forms a gold or brown film but may likely be “clear” without color.
MIL-DTL-5541 Standard (TYPE II)
The MIL-DTL-5541 Type 2 alodine coating comprises trivalent chromium compounds, unlike the hexavalent chromium in Type 1. It is why it has the name “hex-free chrome.” This alodine coating usually has no color. Therefore, it is described as clear.
The Type 2 alodine took over from the Type 1 shortly after its emergence. Hence, it is the most used chromate conversion coating standard
It is technologically advanced and offers better properties, including:
2.) The alodine aluminum coating application often occurs at a lower temperature.
3.) The Type 2 finish is a favorite in the precision machining parts manufacturing industry due to its better safety profile.
The Alodine Coating Process: Step By Step
The alodine coating follows a straightforward process resulting in passivation. This section provides a stepwise guide to the alodine coating types:
Type 1 Chromating Process
Below is a stepwise guide to applying the Type 1 MIL-DTL-5541 standard alodine coating on your metal parts:
Step 1: Clean the Metal Product
It is essential to clean the metal surfaces before applying the alodine chromate conversion finish. You can use a general metal cleaner like the Alumiprep 33 to clean your metal parts.
You must degrease the surface of the metal to eliminate any contaminants from the finishing procedures, ensuring the chemical conversion coating adheres firmly. However, you must clean and dry the part after cleaning.
The alodine coating follows a straightforward process resulting in passivation. This section provides a stepwise guide to the alodine coating types:
Type 1 Chromating Process
Below is a stepwise guide to applying the Type 1 MIL-DTL-5541 standard alodine coating on your metal parts:
Step 1: Clean the Metal Product
It is essential to clean the metal surfaces before applying the alodine chromate conversion finish. You can use a general metal cleaner like the Alumiprep 33 to clean your metal parts.
You must degrease the surface of the metal to eliminate any contaminants from the finishing procedures, ensuring the chemical conversion coating adheres firmly. However, you must clean and dry the part after cleaning.
Step 2: Etch the Product
Here, you must mark out the part of the metal part which the chemical layer won’t cover by etching. This etching process protects these areas, ensuring the accurate and uniform coating of the metal surfaces. However, you must rinse and dry the part afterward.
Step 3: Deoxidize
Oxygen is another contaminant to avoid in most chemical conversion coatings, especially alodine coating. Eliminate the oxygen by subjecting the metal part to a deoxidization process. It will eliminate oxides, oxygen, and other related chemicals. You can extract the deoxidizing agent by rinsing the part.
Step 4: Apply Chem Film Coat
Submerge the part in a chemical bath comprising the alodine solution for a preset time. The desired alodine coating thickness and part often determine the ideal duration for the immersion. Also, you can spray the part with alodine or use a brush.
Step 5: Final Wash
Ensure you rinse the part with water after applying the alodine chemical conversion coatings to remove excessive coating. To get a perfect surface finish, rinse the part with warm water and allow it to dry.
Type 2 Chromating Process
This chromating process differs from Type 1 and has two types: Acid clean and Alkaline clean process. Below are steps for applying an alodine finish in the Type 2 chromating process:
Acid Clean Process
- Step 1: Rinse the metal part at room temperature.
- Step 2: Clean the metal part using an acid solution. Use a diluted acid solution as an autocatalytic agent, opening the pores on the metal for the chem film to seep.
- Step 3: Rinse the metal material.
- Step 4: Immerse the metal part in a trivalent chromium solution according to the part size and time specified.
- Step 5: Use deionized water to rinse the product gently while the chem film forms. You can use compressed air to expel the water or leave it to dry gradually.
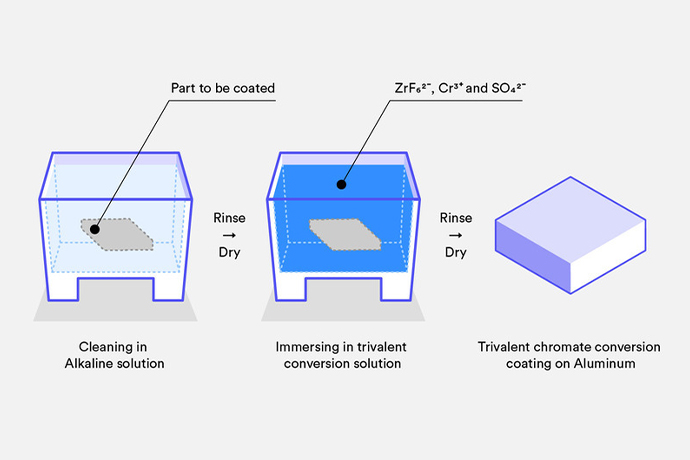
Alkaline Clean Process
- Step 1: Wash the metal part at ambient temperature.
- Step 2: Treat aluminum metal using a moderately alkaline pH solution to form an oxide layer.
- Step 3: Rinse the metal part.
- Step 4: Immerse the aluminum or any other metal type in a trivalent chromium solution based on the size of the part and the specified time in the technical sheet. It forms a chemical film conversion coating on the aluminum surface.
- Step 5: Rinse the aluminum parts gently with deionized water as the chem film is still forming. Dry the aluminum surface with compressed air or leave it to dry manually.
Alodine Vs. Anodizing
Process
Anodizing is an electrochemical process of coating a metal with an oxide film by subjecting the metal to an electrolytic process. Consequently, it prevents corrosion and rust from attacking the surface of the metal.
Conversely, alodine finish, also called chemical film, is a simple chemical process widely used to improve the passivating oxide film on aluminum surfaces for better corrosion protection. The alodine chromate conversion coating process does not require electrical currents as in anodizing. Instead, it depends on a simple chemical coating process.
Impact
These finishing processes have varying impacts on the final dimensions of the metal substrate. Alodine coatings exhibit minimal effects on the final dimensions of metallic parts because of the thin film they produce, usually between 0.00001 and 0.00004 inches.
Meanwhile, aluminum anodizing is usually thicker, with about tens of microns of impact on the final dimensions of metal parts. The coating thickness level ranges from 0.00001 (in Type 1 anodizing) to 0.001 (in Type III anodizing).
Functionality
Alodine coatings and anodizing have similar applications since they offer corrosion protection. However, anodized finishes are ideal for decorative purposes due to their better aesthetic appeal. On the other hand, alodine aluminum chromate coating is less suitable because it is more susceptible to wear and abrasion than an anodized finish.
Costs
In terms of cost, alodine coatings are more economical than anodizing. However, it would help to understand that the cost of finishing CNC machining parts will vary accordingly. More so, the dimensions of the metals and the different alodine or anodizing finish types are crucial factors that can drive the cost of a preferred finish.
